|
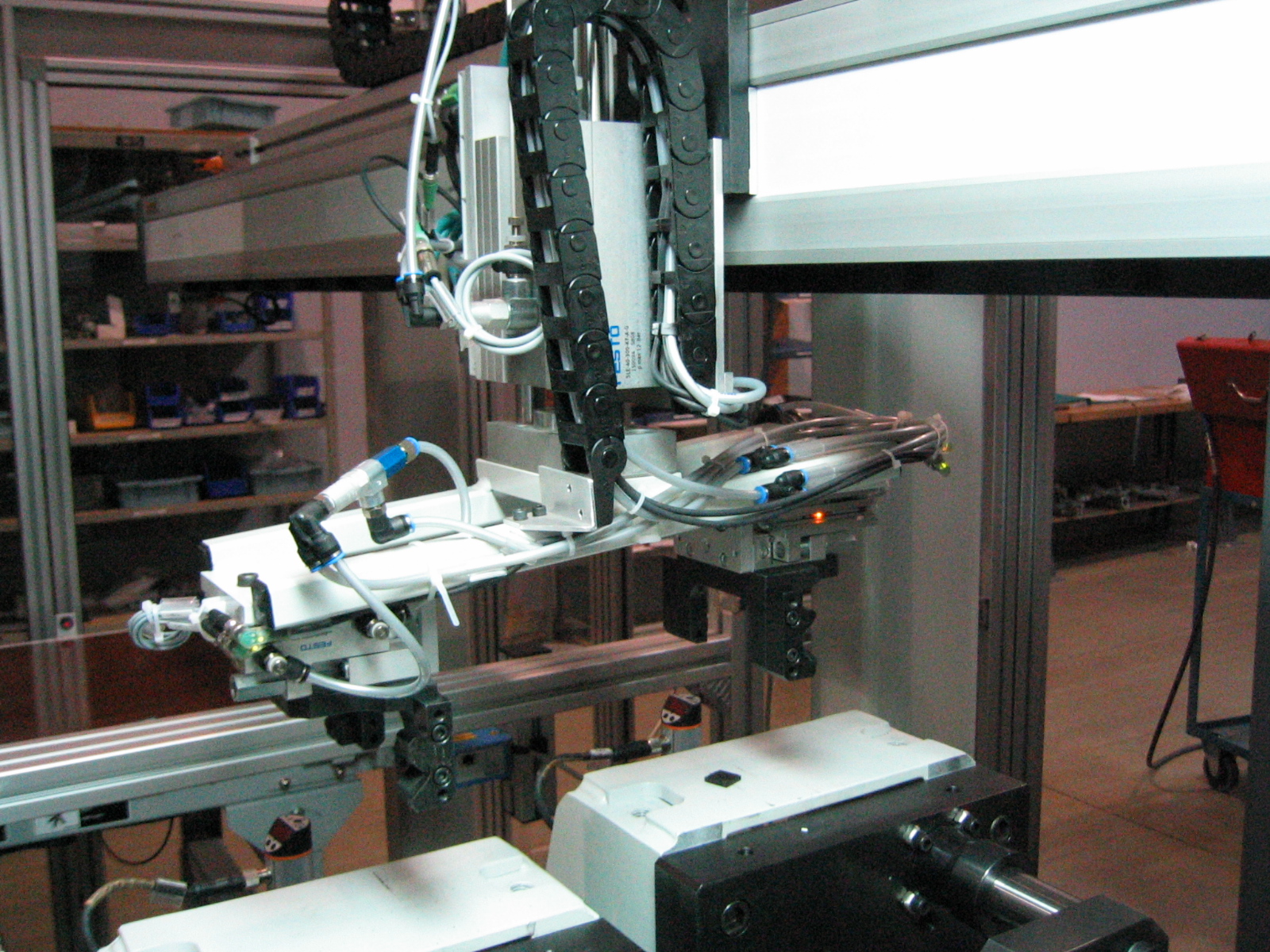
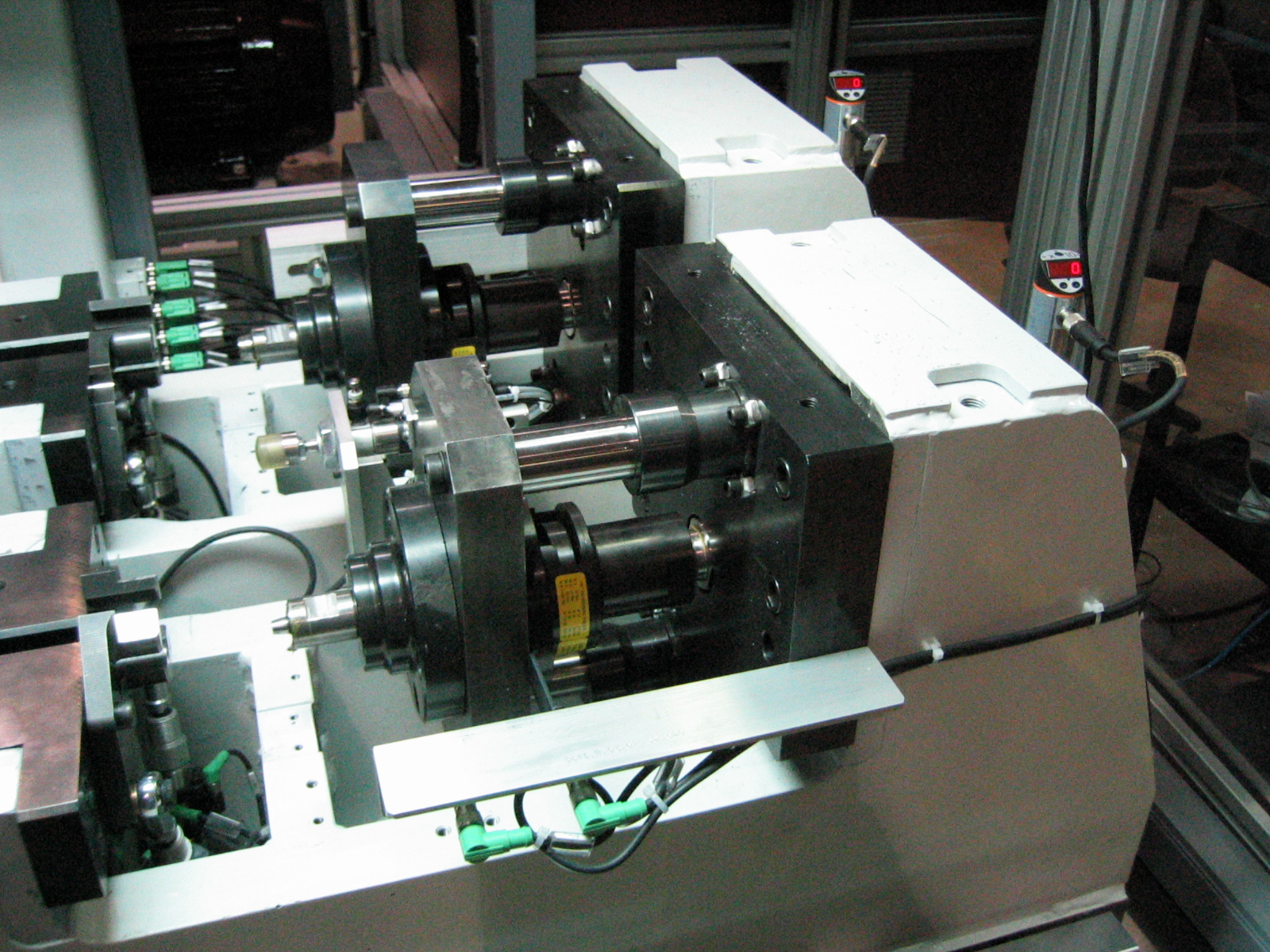
This machine was the final part of a process to manufacture automotive seat
frames. Seat frame rails and adjuster mechanisms were assembled
here and then pressed together as demonstrated in the video below.
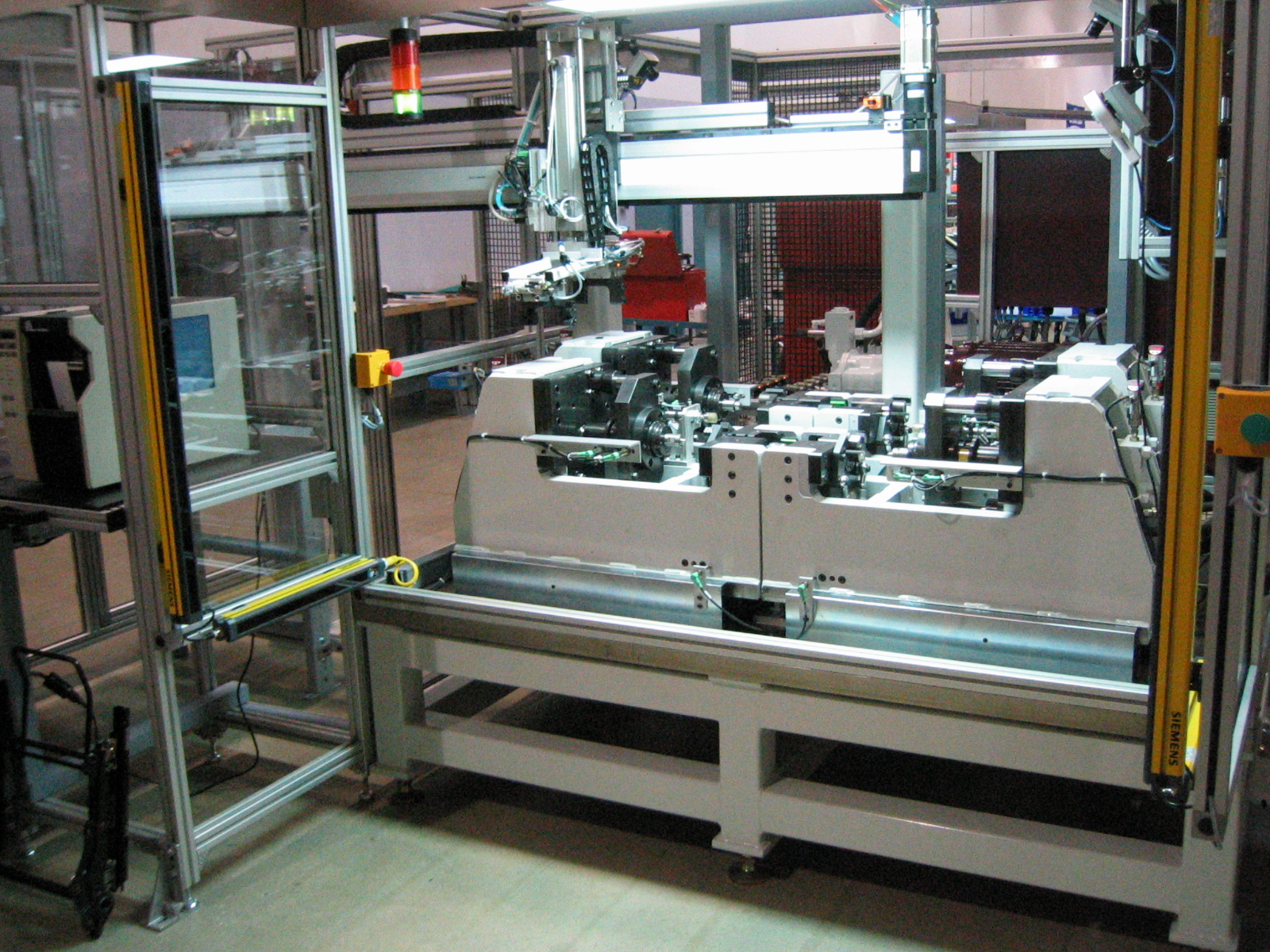
The control system consisted of a
stand-alone Siemens S7-400 processor with a TP170 Operator Interface.
The gantry was controlled using a Siemens 611U Servo drive. Most
devices, including solenoid packs and proximity switches, were connected
via a ProfiBus network. Other networks were used for the DVT
vision system (EtherNet), the printer (serial), and the Cognex barcode
vision scanner (also serial).
|
|
We
were contracted to debug and pre-commission this section of the line.
We also optimized cycle time of the process and were responsible for
integrating the 2D Bar Code vision system. It was used to read 2
load cell sensors on each frame (when applicable) and the data was saved
to a database for further processing. The PLC was programmed using
both ladder logic and Siemens SCL language. |